
资讯中心NEWS CENTER
在发展中求生存,不断完善,以良好信誉和科学的管理促进企业迅速发展因工业机器人准确、可靠、灵活等优势,越来越多的制造企业正在尝试使用工业机器人进行工件打磨、抛光、去毛刺等工作。然而给工业机器人编写精确复杂的打磨轨迹是一大难点。传统的离线编程解决方案能够解决轨迹编程复杂的问题,但是它要求工件一致性好,工作站标定精确,这使得工业机器人在打磨过程中安装、调试和使用难度依然很高。大儒科技通过智能柔性打磨力控系统简化了复杂轨迹编程问题和机器人靠进给调整打磨力的难点。在打磨过程中的打磨力柔性控制提高了工件的打磨质量、加工效率。大儒科技的力控系统可快速对绝大部分复杂工件完成机器人打磨工艺调试,如圆弧面、倒角等异性面。用户可快速创建复杂运动程序并验证工艺的合理性,可部署在多种机器人上。大儒科技的打磨力控系统的特点:支持:ProfiNet , TCP/IP和I/O通信。重庆力控打磨欢迎选购

技术特征:1.一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:包括安装在工作台(1)上的六轴机器人(4)、打磨机构(5)、输送机构(3)以及连接在输送机构(3)上的定位夹紧机构(2);所述的打磨机构(5)包括连接板(5-1)、固定夹座(5-2)以及气磨(5-3)或电磨,所述的连接板(5-1)安装在六轴机器人(4)的手腕末端(4-1),连接板(5-1)上设有固定夹座(5-2),气磨(5-3)或电磨安装在固定夹座(5-2)上,至少两个活动软管(5-6)通过吸尘固定座(5-5)连接在连接板(5-1)上,活动软管(5-6)与吸尘器(7)连接相通,活动软管(5-6)的吸口位于气磨(5-3)或电磨的磨头(5-4)处;所述的输送机构(3)包括带磁性开关的导轨无杆气缸(3-7)、托盘(3-6)以及电缆保护链(3-1),导轨无杆气缸(3-7)和电缆保护链(3-1)平行设置,导轨无杆气缸(3-7)和电缆保护链(3-1)的前端安装在工作台(1)上,托盘(3-6)安装在导轨无杆气缸(3-7)的活动侧上并能前后运动,导轨无杆气缸(3-7)在两端安装有油压缓冲器(3-4),电缆保护链(3-1)后端通过连接块(3-2)与托盘(3-6)连接,电气快插插座(3-3)安装在连接块(3-2)上,托盘(3-6)上设用于连接底板(2-5)的螺纹孔和销孔(3-5);所述的定位夹紧机构(2)包括底板(2-5)、仿形定位座。泉州本地力控打磨厂家直供打磨力控系统为打磨工具提供轴向、合适的缓冲行程。
智能柔性打磨力控系统安装在工业机器人实现全自动控制、可重复编辑、能在三维空间里完成各种抛光作业。具备自动补偿功能,模拟人的柔性抛光。广泛应用在复杂曲面的抛光作业上,使工件表面质量得到大幅提高。安装智能柔性打磨力控系统的机器人抛光特点:1:一致性:抛光是单调乏味的重复性工作,机器人可连续稳定作业;2:提高质量:机器人可连续作业不疲劳,非常适合这项工作需要;3:员工安全:相关的作业具有安全隐患,机器人降低了工厂的安全风险;4:环境友好:抛光作业现场的粉尘环境极度恶劣,机器人可安然无恙地在烟雾和灰尘环境中工作;5:减少浪费:自动化机器人抛光系统可以方便地提供需要确保产品均匀,彻底打磨出来的一致性和均匀性。6:减少周期时间:抛光机器人进行编程,以适用的压力适量,只是向正确的方向移动,从而更快,更有效的性能比手动的应用程序。
因六关节机器人在定位精度、运动耦合方面表现出极大的优势,且工作空间大、工件易于夹持,其在自动化打磨应用中,包括抛光、打磨、去毛刺等方面的应用越来越普遍,但同时也面临许多挑战:1)打磨过程是一个复杂的工艺过程,对其机理的研究还不够深入,使得自由曲面的打磨加工成为模具生产、制造中的薄弱环节和制约模具制造业发展的瓶颈;2)待加工表面复杂多样,需要一种灵活的、适应性强的方式来控制打磨的精度。目前,打磨行业里应用机器人仍主要采用示教的方式,通过离线移动机器人到达目标点,然后通过机器人编程语句逐点记录。其中,为了得到要求的表面加工精度,还需要操作人员在过渡处插补点位以光顺过渡调整机器人的位姿。要完成一个复杂件的打磨作业,需要数天的示教及调试,容易出错,且对操作人员的熟练程度要求很高。大儒科技的打磨力控系统使得打磨压力可实时控制,响应迅速。

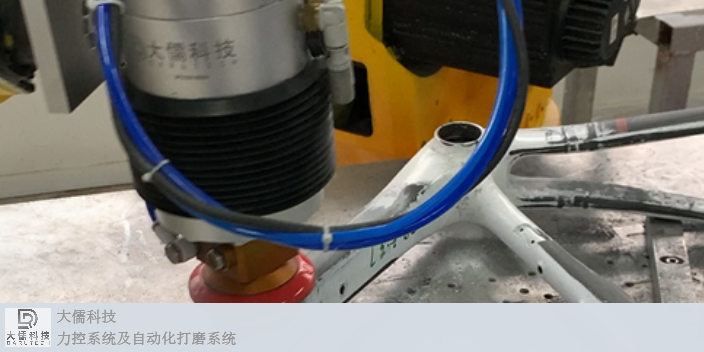
在现代工业中经常会用到通过机器人手臂通过焊接机按特定的轨迹进行焊接,它具有精度和生产效率高等特点,焊接机器人在焊接完成后会留有焊缝,有时会根据工艺要求会对焊缝进行打磨。目前国内大部分厂家的铸件、塑料件、钢制品等材质工件去毛刺加工作业大多采用手工,或者使用手持气动、电功工具进行打磨、研磨、挫等方式进行去毛刺加工,容易导致产品不良率上升,效率低下,加工后的产品表面粗糙不均匀等问题。因此,现有的部分厂家通过将打磨机安装在机器人手臂上对焊缝进行打磨,机器人打磨具有打磨效率和质量高等特点,但是其也存在着一些问题,现有的打磨机构是若干个打磨头尾为一组的组合型,对于一些常见的平面简单形状的焊缝能够进行很好的打磨,但是对于像一些v型或w型等形状复杂的焊件内部的焊缝,则只能通过更换打磨头,采用单个的打磨头结构进行打磨;这样不仅浪费时间影响打磨效率,而且需要准备多种打磨头机构,增加打磨成本。大儒科技的智能柔性打磨力控系统能够实现平面焊缝进行打磨,而且还能够异性复杂的焊件外部的焊缝进行打磨。打磨力控系统在力控的浮动范围内可以将迅速调整到设定力。韶关什么是力控打磨答疑解惑
你了解智能柔性打磨力控系统吗?重庆力控打磨欢迎选购
在自动打磨机中常需要用到各种型号的砂带,但是砂带存储不当会影响使用使用效果、甚至影响产品的合格率。下面介绍自动打磨机中砂带的储存方法1.砂带的贮存及使用前处理砂带因品种的不同,受气候或环境影响而产生的变化也各异,一般来说,贮存砂带的仓库要阴凉,干燥、通风。砂带要整齐地摆放在货物架上,不能码放在地上。货物架要与地面、墙壁保持一米的距离,同时又要避免靠近散热和排水装置。2.砂带贮存理想温度18~22℃,湿度则为55%~65%.砂带在未使用前,尽可能的不要打开包装物。3.各种树脂砂带,耐水砂带,特别是复合基砂带,纸砂带对贮存条件的要求比较严格。高温、低温又易吸潮变形。聚酯布砂带对寒冷比较敏感,不能贮存在寒冷的仓库内。4.就砂带来说,理想的贮存固然很重要,但使用前若不能得到正确地处理仍会严重的影响它的使用性能。5.砂带使用前应做悬挂处理,即将拆开包装的砂带挂在100~250mm直径的管子上。让其悬挂2~3天,管子直径的选择原则为粒度粗的产品选择直径大的管子,粒度大的选择直径小的管子。6.砂带悬挂的目的是消除因包装而产生的卷曲,同时也是为了使砂带适应工作环境的湿度。砂带悬挂时接头应处于管子上,管子应成水平状态,拆开包装的砂带。重庆力控打磨欢迎选购
大儒科技(苏州)有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身不努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同大儒科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!



